案例记录
食品机械过滤筒定制案例:从需求确认到长期合作
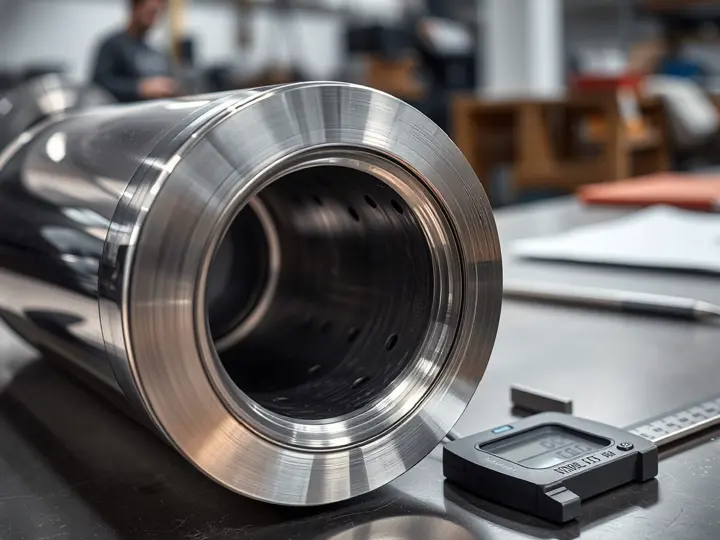
本案例记录了一家食品机械公司定制过滤筒的完整过程,包括规格确认、材质选择、工艺验证和验收交付。客户要求过滤筒直径150mm、长度500mm、孔径1.0mm,材质316L不锈钢,内壁抛光至Ra0.8μm以满足食品卫生标准。我们通过无缝焊接、内壁抛光、通球试验和压力测试,确保产品无泄漏且易清洗。最终过滤筒符合食品级要求,清洗周期延长一倍,客户选择长期合作定期补货。案例附有时间线和预防动作表格,供类似需求客户参考。
参考表
问题处置时间线
从客户提出需求到长期合作的关键阶段、问题表现、处理动作和结果记录,帮助客户了解我们的响应流程。
| 阶段 | 问题表现 | 处理动作 | 结果记录 |
|---|---|---|---|
| 需求提出 | 客户需要定制过滤筒,尺寸和孔径无法匹配标准件 | 接收图纸,评估技术可行性,建议材质升级为316L | 确认采用316L不锈钢,内壁抛光Ra0.8μm |
| 样品制作 | 客户担心工艺能否达到卫生要求 | 制作一支样品,进行通球试验和压力测试 | 样品通过测试,Ra值0.75μm,客户装机满意 |
| 批量生产 | 需保证50支产品一致性 | 制定工艺规程,每道工序检验,X射线探伤 | 所有产品尺寸、表面、压力检测合格 |
| 交付验收 | 客户需核对材质证明和检测报告 | 随货提供材质证明、抛光报告、压力测试记录 | 客户逐支核对,全部合格,验收通过 |
参考表
跟进结论与预防动作
从本案例中提炼的跟进点、根因判断、预防动作和关联标准,用于持续改进和客户参考。
| 跟进点 | 根因判断 | 预防动作 | 关联标准 |
|---|---|---|---|
| 材质选择 | 304不锈钢在食品环境中耐腐蚀性略逊 | 推荐316L作为食品机械默认材质 | GB/T 3280-2015 不锈钢板标准 |
| 表面处理 | 机械抛光后Ra值仍可能偏高 | 采用机械+电化学组合抛光工艺 | Ra0.8μm 食品设备表面要求 |
| 焊接质量 | 手工焊接一致性受操作者影响 | 使用焊接工装,制定标准化参数 | NB/T 47014-2011 焊接工艺评定 |
| 验收流程 | 客户需逐支核对,耗时较长 | 提供编号追溯和检测报告,支持抽检 | ISO 9001 质量管理体系 |
问题背景
某食品机械公司在开发新型过滤设备时,需要定制一批过滤筒,用于液体过滤工序。该设备将用于食品加工生产线,因此过滤筒必须满足食品卫生要求,内壁光滑易清洗,避免物料残留和细菌滋生。客户此前曾使用过标准过滤筒,但尺寸和孔径无法匹配新设备的设计参数,因此需要寻找具备定制能力的供应商。
客户明确提出了过滤筒的关键规格:直径150mm,长度500mm,孔径1.0mm,材质要求使用304或316L不锈钢。由于过滤介质为食品级液体,内壁表面粗糙度需达到Ra0.8μm以下,以确保清洗效果。此外,过滤筒需要承受一定的工作压力,焊接处不得有泄漏点。客户希望供应商能够提供材质证明和表面处理检测报告。
客户通过行业推荐联系到我们,并提供了设备图纸和过滤筒的初步设计。我们评估了技术可行性,确认可以通过无缝焊接和内壁抛光工艺满足卫生要求。双方随后进入规格确认和样品制作阶段。
判断过程
收到客户需求后,我们首先对过滤筒的使用工况进行分析。过滤介质为食品液体,工作温度在常温至80°C之间,压力不超过0.3MPa。根据这些条件,我们建议客户选用316L不锈钢,因其耐腐蚀性优于304,且焊接性能良好。客户最终采纳了该建议。
在工艺方面,我们评估了两种方案:一种是卷板焊接后抛光,另一种是采用无缝管材加工。考虑到过滤筒长度500mm、直径150mm,卷板焊接方案更经济,且通过内壁抛光可达到表面要求。我们制定了焊接工艺规程,包括氩弧焊参数、焊丝选择和焊后处理步骤。
为了验证工艺可行性,我们为客户制作了一支样品。样品完成后进行了通球试验(使用直径0.9mm的钢球检查孔径一致性)和0.5MPa水压测试,确认无泄漏。表面粗糙度检测显示Ra值0.75μm,符合要求。客户收到样品后进行了装机测试,过滤效果和清洗便捷性均满意。
处理方式
确认样品合格后,我们与客户签订了批量合同,首批订单为50支过滤筒。生产流程包括:下料、卷圆、焊接、焊缝处理、内壁抛光、钻孔(孔径1.0mm)、清洗、检测和包装。每道工序都有检验记录,特别是焊接后进行X射线探伤,确保无内部缺陷。
抛光工序采用机械抛光与电化学抛光结合,内壁表面粗糙度控制在Ra0.6-0.8μm。钻孔使用数控冲床配合专用模具,孔径公差控制在±0.05mm。每支过滤筒都附有编号,记录材质批号、焊接参数、抛光数据和检测结果,形成完整的质量追溯链。
包装前,我们对每支过滤筒进行最终检验,包括外观检查、尺寸复测和压力测试。产品用防锈纸包裹后装入定制木箱,防止运输过程中碰撞变形。交货时随附材质证明、抛光检测报告和压力测试记录,客户验收时逐支核对,全部合格。

跟进结论
首批50支过滤筒交付后,客户反馈产品在清洗周期上比之前使用的产品延长了一倍,从每班清洗一次延长至每两个班次清洗一次,显著提高了生产效率。客户对焊接质量和表面光洁度表示认可,认为完全满足食品卫生要求。
基于首次合作的成功,客户将我们纳入其合格供应商名录,并签订了年度框架协议,约定每季度定期补货30-50支。同时,客户还向我们咨询了其他规格过滤筒的定制可能性,包括更大直径和不同孔径的产品,双方正在评估新的设计方案。
此次合作也为我们积累了食品机械行业的定制经验。我们将相关工艺参数和质量控制措施纳入标准作业指导书,用于后续类似订单。同时,我们为客户建立了专属档案,记录每次订单的规格、检测数据和客户反馈,便于快速响应后续需求。
客户反馈
相关客户反馈
我们急需一批防护罩冲孔板,泽贤根据图纸快速开模,打样只用了5天,批量交货尺寸一致,装配很顺利,省了不少调试时间。
交期缩短40%,装配效率提升。 案例上下文:食品机械过滤筒定制案例:从需求确认到长期合作原来的筛网腐蚀太快,泽贤推荐了304不锈钢冲孔板,样品测试后效果很好,使用寿命长了3倍,过滤效率也提高了。
筛网寿命延长3倍,维护成本降低。 案例上下文:食品机械过滤筒定制案例:从需求确认到长期合作外立面穿孔铝板图案复杂,泽贤协助设计开孔方案,打样一次通过,批量供应500平米,安装效果非常漂亮。
项目按期交付,装饰效果获好评。 案例上下文:食品机械过滤筒定制案例:从需求确认到长期合作案例问题
食品机械过滤筒为什么要求内壁抛光?
食品机械过滤筒用于液体过滤,内壁如果不光滑,容易残留物料和滋生细菌,影响食品安全。抛光至Ra0.8μm以下可使表面光滑易清洗,符合食品卫生标准。
过滤筒的孔径公差如何保证?
我们采用数控冲床配合专用模具进行钻孔,孔径公差可控制在±0.05mm。对于更高精度要求,可选用激光切割工艺,公差可达±0.02mm。